
Early Stage Damage Detection  Components
Components
Sharp Sighted.
How does early stage damage detection for components work?
Putting a component through its paces on the test bed will frequently address only the most important parameters such as speed, torque or pressure to determine whether the specimen is working properly. Structure-borne sound is needed to detect damage caused by wear. Here, simple monitoring of the aggregate structure-borne sound is not enough, as the specimen emits noise even in the absence of wear. The deltaANALYSER has the ability to distinguish at an early stage between normal sound emissions and those that indicate damage and hence to identify vulnerabilities in good time. To do this, the deltaANALYSER diagnoses which component is showing incipient signs of damage.


Which measurement methods are available?
One of the most common methods of measuring structure-borne sound is to fit acceleration sensors directly onto the specimen. Bolting the sensors in place yields the best results. Magnetic attachment or sticking them on with adhesive are alternative installation methods. We advise against applying the sensors by force or using a spring to hold them in place. Non-contact measurement with a laser vibrometer is another option, but costs considerably more. This method is not used for durability testing due to the greater expense. Microphones are entirely useless for early stage damage detection. They tend to be used only to determine the specimen sound away from the test bed.
How many structure-borne sound sensors are needed?
Up to eight structure-borne sound sensors can be deployed, depending on the measurement scenario. Usually one sensor is fitted per specimen. One to two sensors covering different directions are required for each component.
Can the raw data be exported and then processed using an external program?
The deltaANALYSER is able to perform real-time measurement and real-time calculation or real-time measurement with the resampling method. In the resampling method, the raw data is converted into an ASAM AFTX file format if needed, so that downstream calculations can be performed using an external program.
What else is needed to obtain a meaningful measurement?
Besides the structure-borne sound signals, the speed must be obtained to perform an order analysis. The analysis of the specimen’s condition will become increasingly accurate as more signals are added (e.g. torque, pressure, temperature etc.).
Why is an order analysis needed?
Order analysis is the best tool to conduct a structure-borne sound analysis regardless of the speed. The orders will remain where they are, even if the speed varies. Only the amplitude (e.g. m/s² / g / mV) changes. This ensures that narrow tolerances can be defined to visualise even the most negligible variance.
What is done to ensure a precise speed for order analysis?
The speed needs to be extremely precise to conduct a clean and exact order analysis. To rise to this challenge, the speedBOX is always an integral part of the deltaANALYSER. It has the ability to convert any conceivable signal type into a clean TTL signal. The speedBOX is electrically isolated from the specimen signals transmitted by the test bed to the deltaANALYSER. A variety of configurations are possible. The speedBOX has a second output to service the test bed, additional measurement technology or other equipment.
learn more about the speedBOX

Is one method enough?
No. A variety of methods are needed to detect all faults. Order analysis is only one aspect of early stage damage detection. The deltaANALYSER v3 includes more than 9 individual methods, all of which are based on structure-borne sound.
Something has changed, what now?
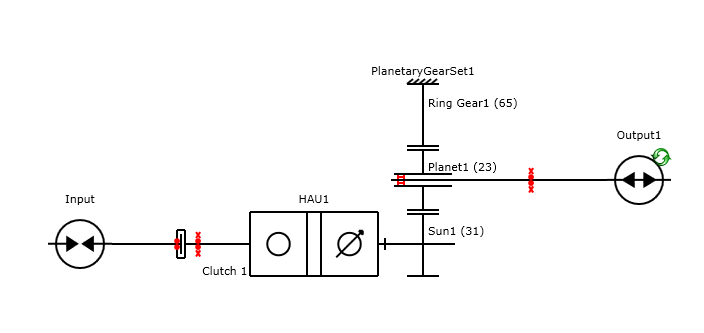
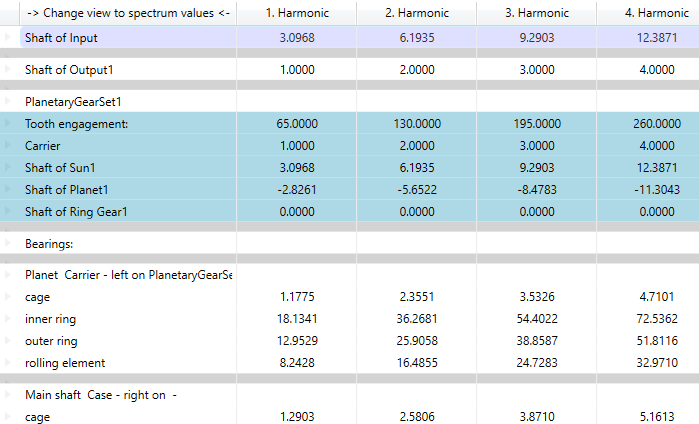
Specimen changes will manifest over the course of the durability test. These changes are visible in the order range. Reilhofer KG programmed the unique ROC to enable component classification. This program enables the rapid and schematic modelling of specimens. The Reilhofer Order Calculator (ROC) is able to model all conceivable powertrains in no time at all and then calculate the orders associated with the structure-borne sound.
learn more about the ROC
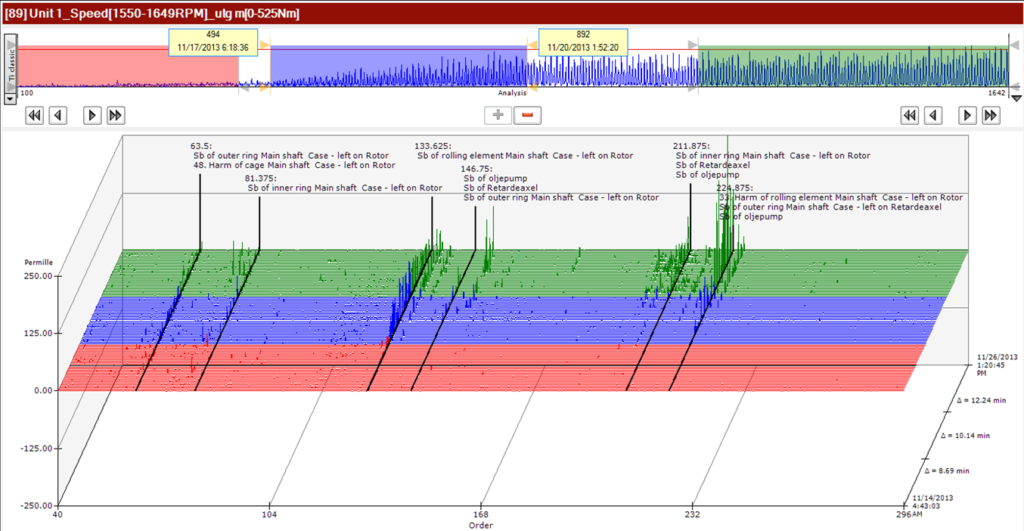
How does component classification take place?
Once it has been created, the ROC model is transmitted over for analysis. The changes and the component calculation are visualised in the waterfall chart, the change spectrum over time. This makes it possible to identify the defective component during the test run so that it can be replaced in good time.
Do you need to physically remain at the test bed for data analysis?
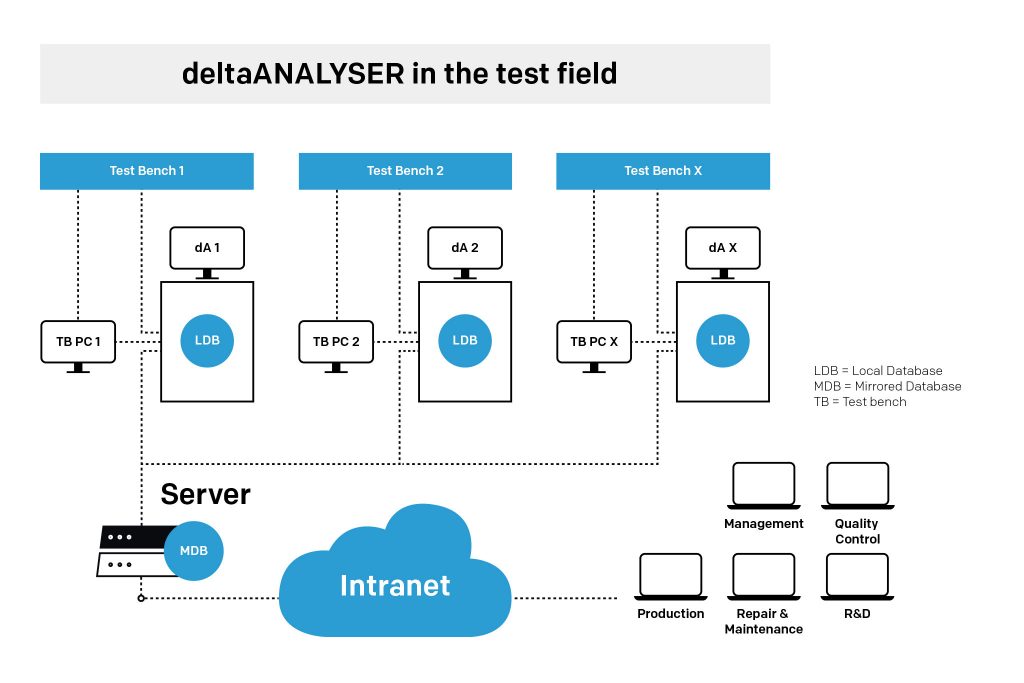
No. The deltaANALYSER uses a network connection to mirror the stored data to a server, which enables online data analysis at an office workstation. Server-side storage has the additional advantage that the data is backed up at a location other than the measuring device.
What happens if something breaks without warning?
The CrashPREVENTER is an integral part of the deltaANALYSER. This analysis tool monitors the aggregate structure-borne sound to detect spontaneous breaks or cracks (e.g. cracks in the control chain) so that a signal can be sent immediately to the test bed to shut down the system. The CrashPREVENTER visualises the complete test run in a diagram that shows not only the aggregate structure-borne sound, but also all the signals received by the deltaANALYSER.
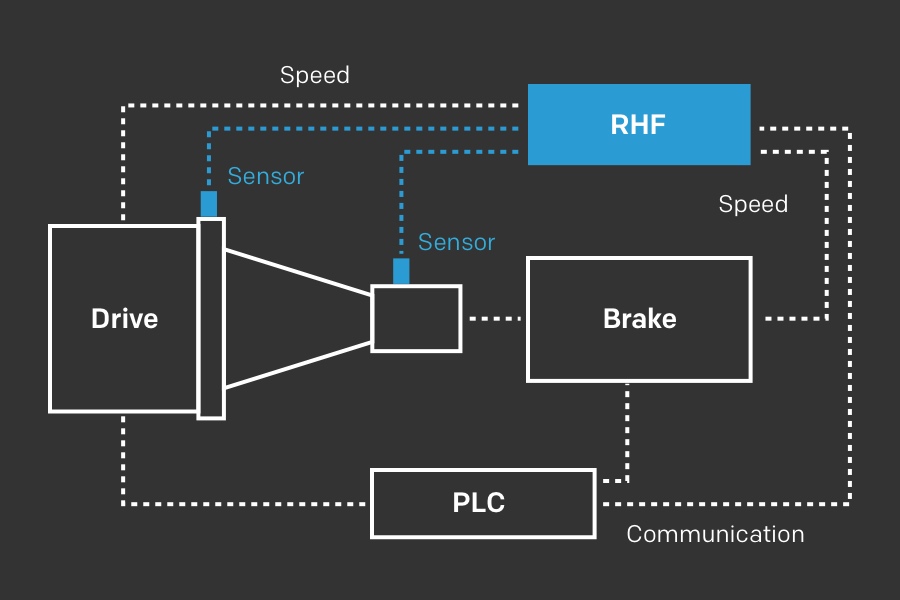
How does integration take place at the test bed?
The deltaANALYSER is easy to integrate into existing test beds. A variety of bus systems can be used for communication between the PST and the deltaANALYSER (e.g. ProfiBUS, CAN, ProfiNET, Ethercat, ModBUS). Older test beds that do not have a bus port can be connected using analogue or digital lines. The structure-borne sound sensor is connected directly using a supplied cable. The measuring unit and the industrial PC are 19-inch modules that can be fitted in available racks. Alternatively, we provide a mobile rack to house the modules.
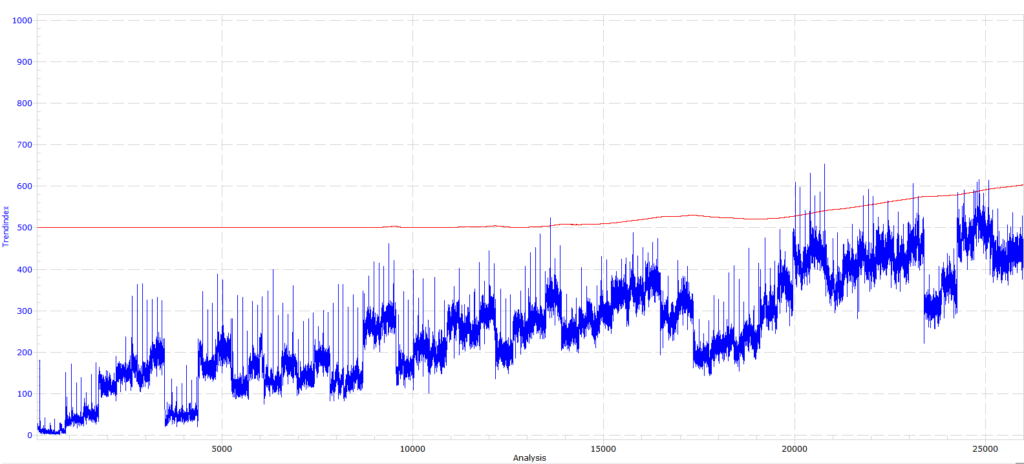
Use case: pitting on the fixed joint of a drive shaft

Perfect advice.
Brochures
Download the deltaANALYSER brochure to learn more about its capabilities in detail.
Download PDF
Open in your browser

Certified quality: ISO 9001
Assured quality through optimised process management based on ISO 9001:2015 certification. The benefit: perfect product and service quality from day one.
learn more
Standardised export formats





