
Quality Assurance  E-drive systems
E-drive systems
ELECTRIFYING.
Why do we use structure-borne sound for quality assessments?
A variety of tests for different sensors, voltages or pressures are often performed at the eol test bed. All of them are used to test the functions. But they do not provide any information about the quality of the mechanical components or the specimen’s sound emissions. This is why it is advisable to integrate acoustic assessment based on structure-borne sound into the end-of-line testing procedure. Its purposes are twofold: assuring the quality of installed components and monitoring of sound levels, i.e. the acoustic behaviour.


How are the measurements performed?
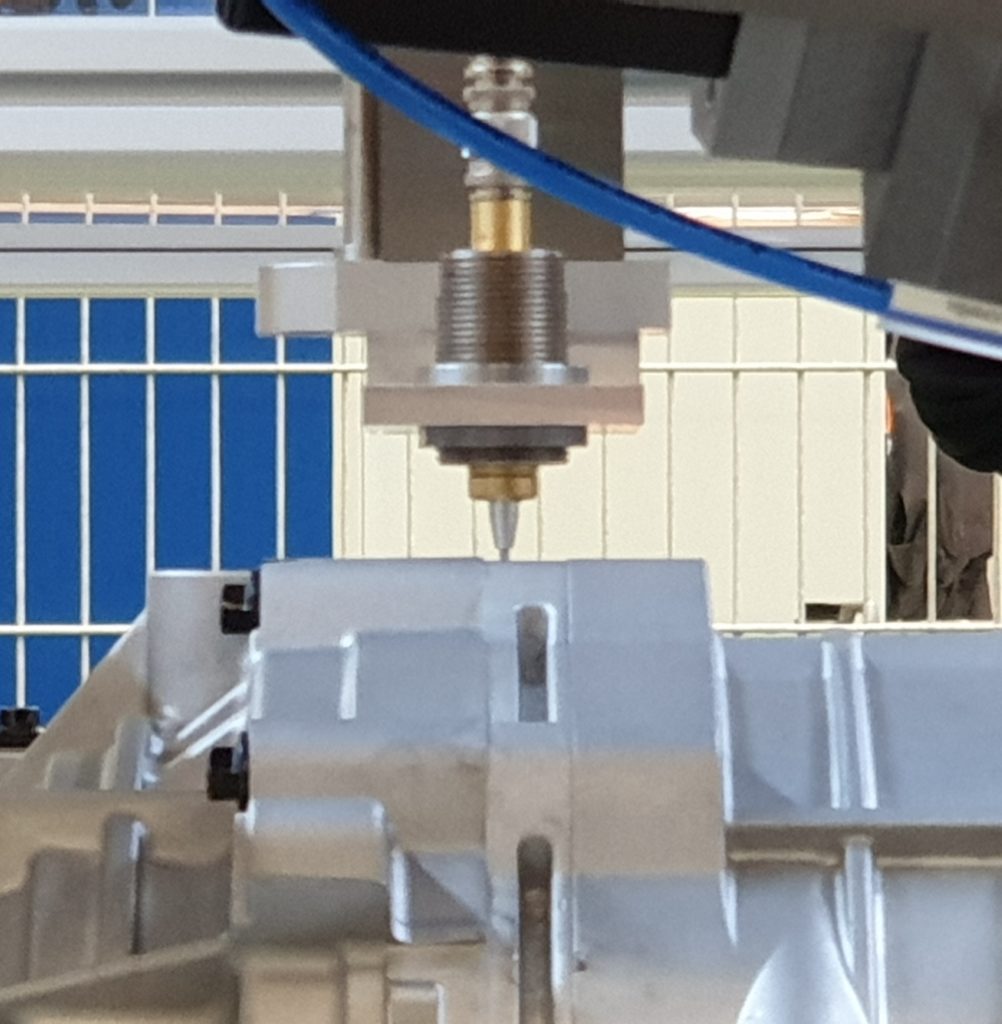
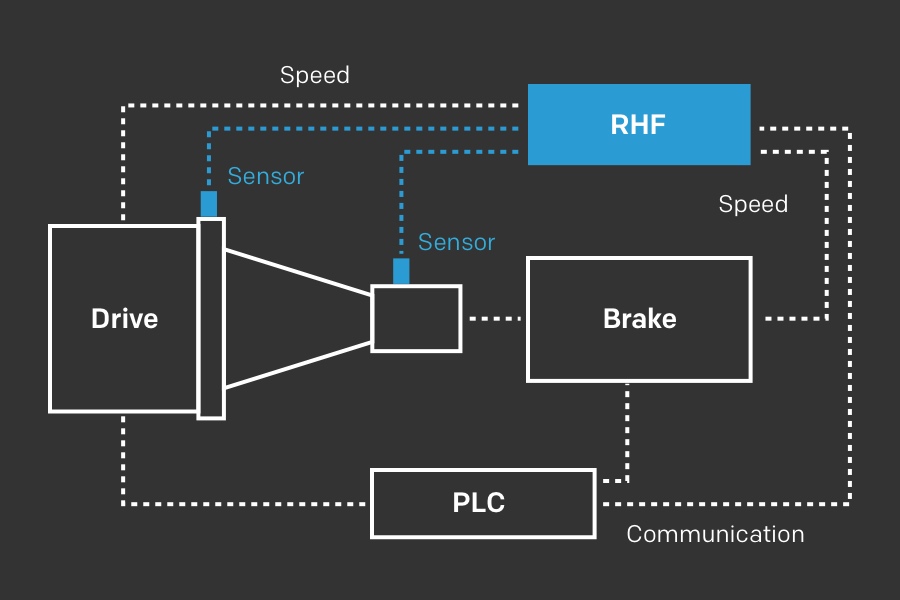
There are different ways to measure structure-borne sound: either the acceleration sensor is bolted directly to the flange plate or pressed on using an add-on unit and a spring. The sensor can also be fitted to the specimen using a magnet. Non-contact measurements with a laser vibrometer are possible as well. Microphones are not really suitable for quality assurance.
How many sensors are needed?
One or two sensors per specimen will usually be sufficient. But up to 8 structure-borne sound sensors can be deployed, depending on the measurement scenario. It is sometimes helpful to measure in different axes, as some forms of acoustic behaviour may only be noticeable in one direction.
Are there defined or automatic limits?
Fixed limits are a good option for defined sound emissions, e.g. for meshing or to limit the speed-level curve. It is not possible to predict all faults, though. This means that automatic, self-learning limits are necessary as well, which must realistically mirror daily production. These automatic limits adjust themselves continuously. But they must not become infinite. This necessitates the definition of an absolute limit, which is obtained based on production over the last 6 months, for example. It considers all the production fluctuations such as tool changes, new batches, external parts and suchlike.
What else is needed to obtain a meaningful measurement?
Besides the structure-borne sound signals, the speed must be obtained to perform an order analysis. The analysis of the specimen’s condition will become increasingly accurate as more signals are added (e.g. torque, pressure, temperature etc.).
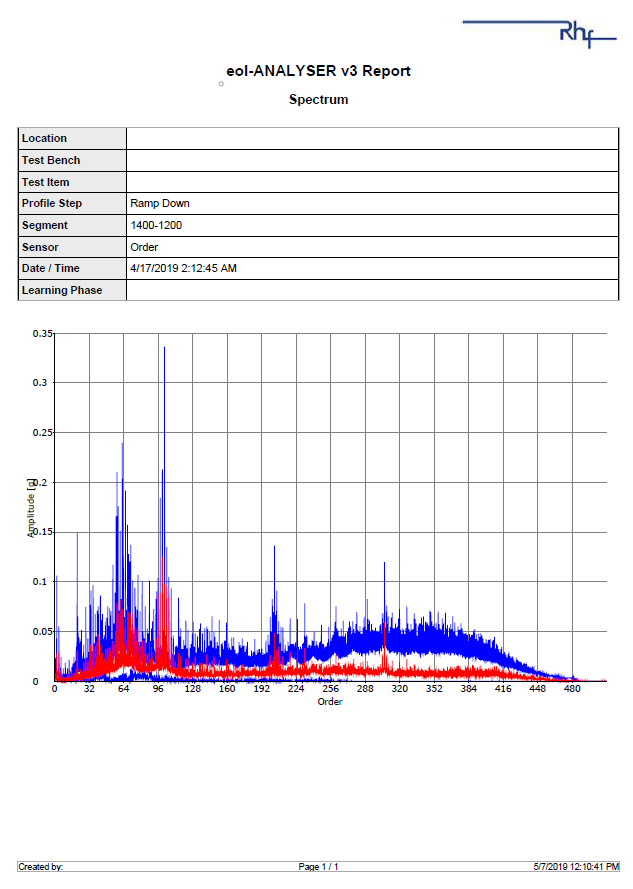
Why is an order analysis needed?
Order analysis is the best tool to conduct a structure-borne sound analysis regardless of the speed. The orders will remain where they are, even if the speed varies. Only the amplitude (e.g. m/s² / g / mV) changes. This ensures that narrow tolerances can be defined to visualise even the most negligible variance.
Is one method enough?
No. A variety of methods are needed to detect all faults. Order analysis is only one aspect of quality assurance. The eolANALYSER accommodates more than 25 individual methods, all of which are based on structure-borne sound. Special methods are used for the testing of e-drives, e-motors or transmission units.

What is done to ensure a precise speed for order analysis?
The speed needs to be extremely precise to conduct a clean and exact order analysis. To rise to this challenge, the speedBOX is always an integral part of the eolANALYSER. It has the ability to convert any conceivable signal type into a clean TTL signal. The speedBOX is electrically isolated from the specimen signals transmitted by the test bed to the eolANALYSER. A variety of configurations are possible. Anything can be managed, from the e-motor speed signal to the brake speed. The speedBOX has a second output to service the test bed, additional measurement technology or other equipment.
learn more about the speedBOX
Can the raw data be exported and then processed using an external program?
The eolANALYSER is able to perform real-time measurement and real-time calculation or real-time measurement with the resampling method. In the resampling method, the raw data is converted into an ASAM AFTX file format if needed, so that downstream calculations can be performed using an external program.
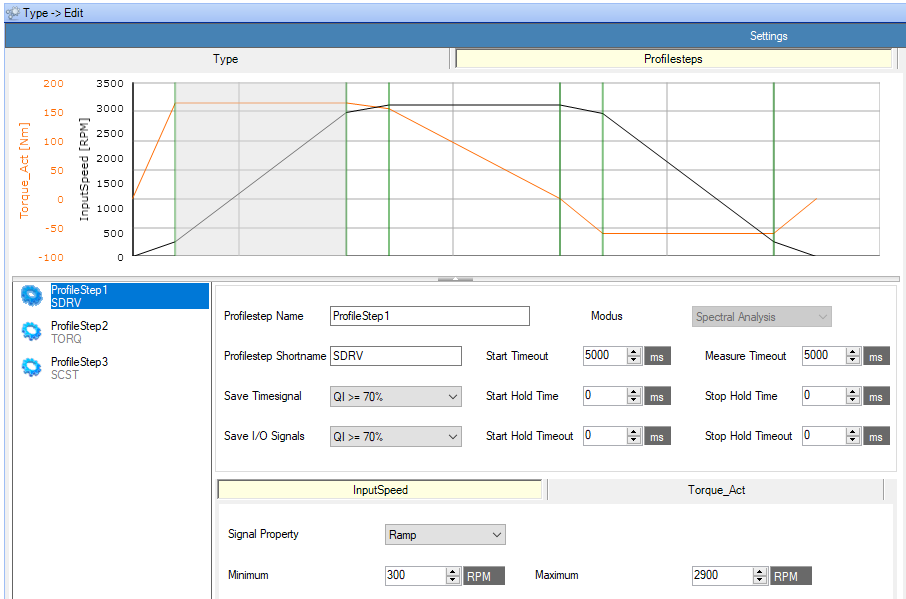
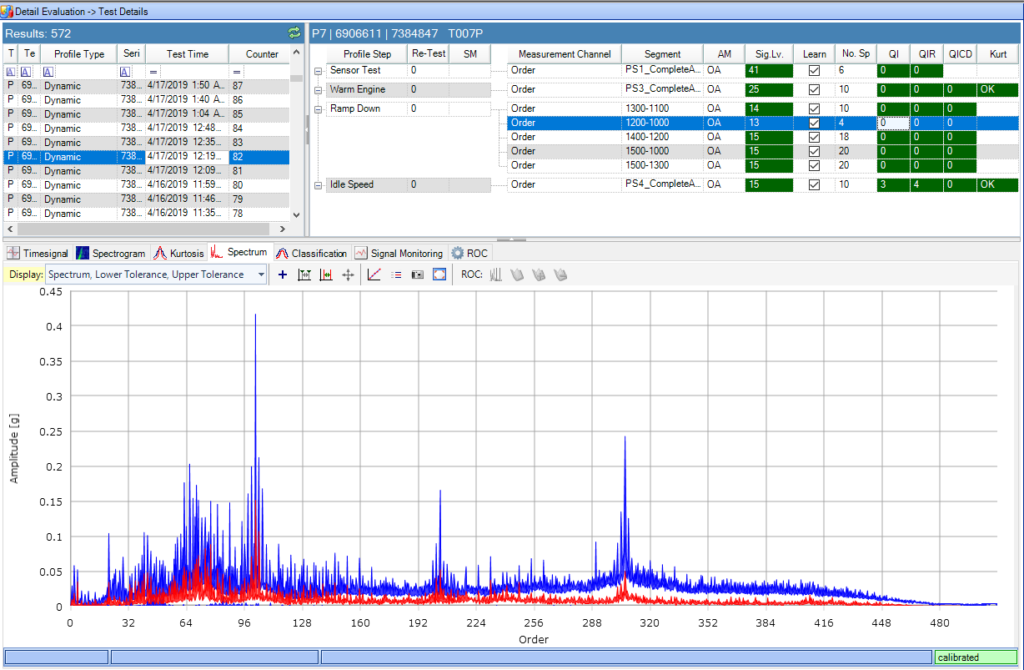
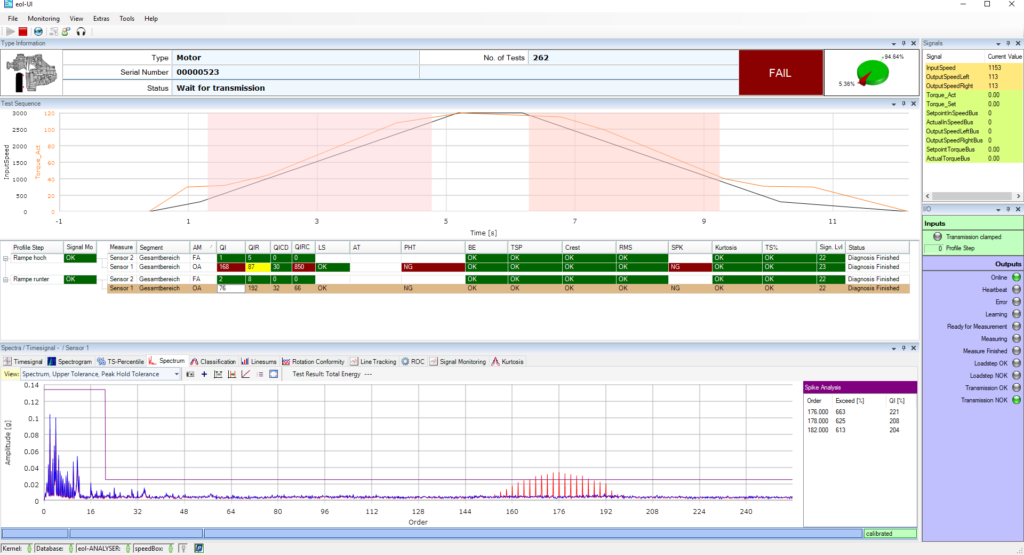
How are the individual test steps performed?
The test steps depend on the measurement requirements that apply to the specific specimen. For instance, if ramp-up is being performed, it is possible to measure this ramp as a complete test step. The ramp-up can also be divided into up to 5 segments, and different individual methods are then applied to the different segments. These test steps can be defined differently using various signals (e.g. digital bit code/speed/torque etc.).
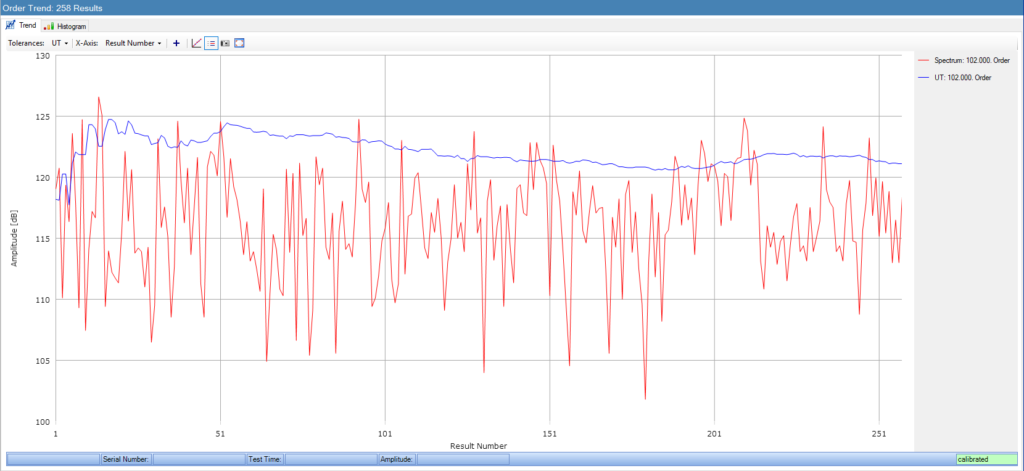
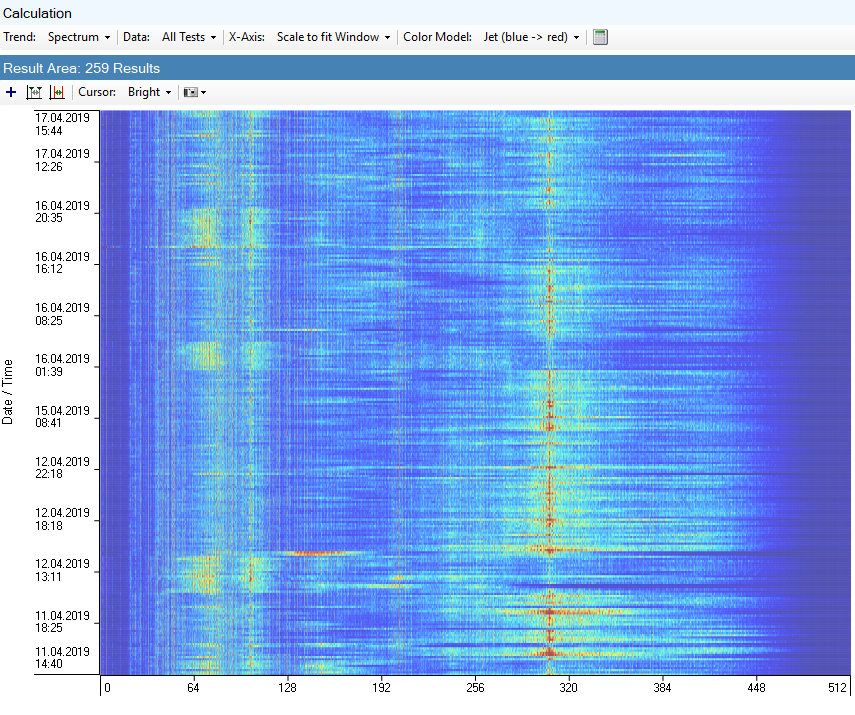
Detecting production trends / preventing rejects
The eolANALYSER enables visualisation of overall production stability as a simple diagram, allowing prompt intervention to prevent any rejects from the outset.
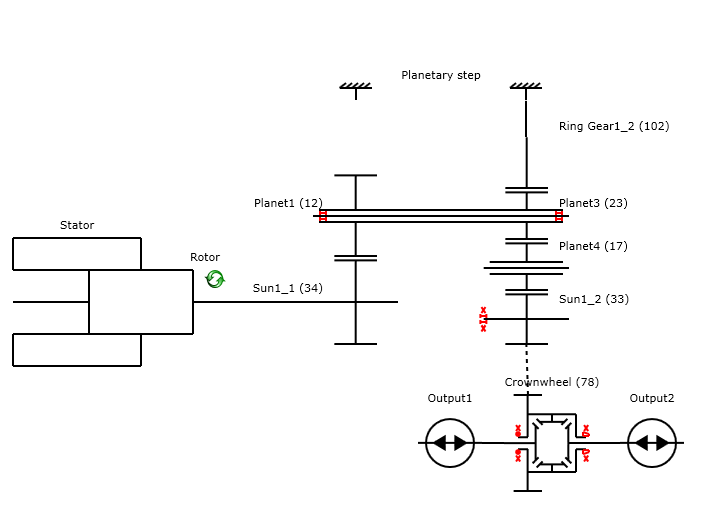
How does the Reilhofer Order Calculator support the process?
The conspicuous orders in the test step can then be compared with the ROC calculation to identify the affected components quickly and clearly. Hence, even NVH laypersons can perform quick and clear diagnoses. This method works based on the analysis and also as a fully automatic, online function, which is shown to the tester in real-time directly at the test bed.
learn more about the ROC
How are analysis and reporting organised?
All data from the test run are added to an SQL database. This data can be stored for a prolonged period, depending on the requirements. The analysis is able to map all test steps, with their applied methods and findings. Also included are a variety of statistical functions, for instance an aggregate curve of quality data. Analysing the amplitude of individual orders for n specimens is possible as well. This shows a production quality curve for individual gearing arrangements. The reporting tool is a quick and helpful feature to provide management with a prompt and detailed overview of quality, as only a few mouse clicks are necessary to show the most important data in a single document.
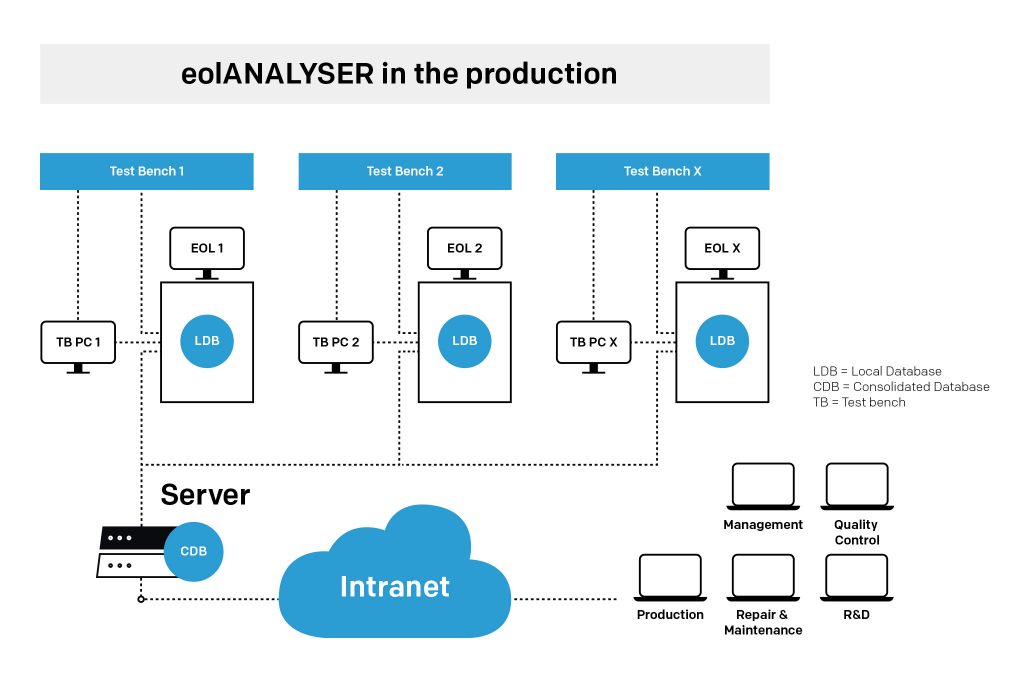
Does an employee need to physically remain at the test bed for data analysis?
No. The eolANALYSER uses a network connection to mirror the stored data to a server, which enables online data analysis at an office workstation or an alternative location. The benefit here is that internal experts can provide support without expenditure on travel or time.
How does integration take place at the test bed?
The eolANALYSER is easy to integrate into test beds. A variety of bus systems can be used for communication between the PST and the eolANALYSER (e.g. ProfiBUS, CAN, ProfiNET, Ethercat, ModBUS). Older test beds that do not have a bus port can be connected using analogue or digital lines. The structure-borne sound sensor is connected directly using a supplied cable. The measuring unit and the industrial PC are 19-inch modules that can be fitted in available racks. Alternatively, we provide a mobile rack to house the modules.
Can the user interface settings be adjusted to your local language?
Yes. The user interface (UI) can be configured quickly and easily to show information in your preferred language. You do not need assistance from Reilhofer KG to complete this step. We give you a program with which you can enter the key words in your language so that the testers are able to use the system in their language.
Perfect advice.
Brochures
Download the eolANALYSER brochure to learn more about its capabilities in detail.
Download PDF
Open in your browser

Certified quality: ISO 9001
Assured quality through optimised process management based on ISO 9001:2015 certification. The benefit: perfect product and service quality from day one.
learn more
Standardised export formats





